- 製品・サービス
- 超小型フライス盤
NANOWAVE MTS5R - 超小型ターニングセンター
NANOWAVE MTS3S - ソフトウェアダウンロード
- 使用可能なGコード
- 納入実績
- カスタムメイド機納入実績
- MTSで加工実績のある材料
超小型ターニングセンタ―NANOWAVE MTS3S
 卓上精密加工機の決定版.使い方は自由自在! 工具タレットによる自動工具交換が可能な卓上旋盤
卓上精密加工機の決定版.使い方は自由自在! 工具タレットによる自動工具交換が可能な卓上旋盤 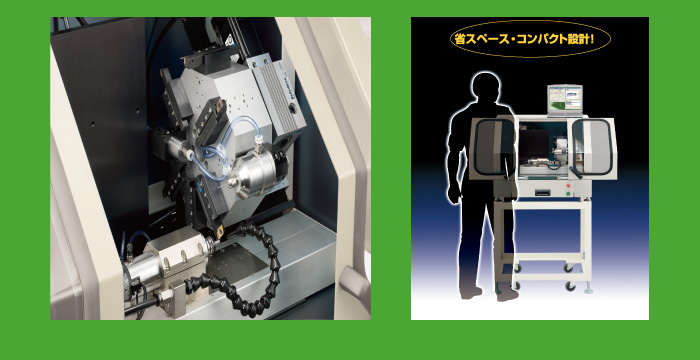 ※写真のサブスピンドル、およびオイルミスト供給装置はオプションです。 ※写真はオプションの専用架台に載せた状態です。
※写真のサブスピンドル、およびオイルミスト供給装置はオプションです。 ※写真はオプションの専用架台に載せた状態です。 主な特徴
- 本体サイズ700×500×600mmの超小型ターニングセンターです。
- PCによる操作で難しい技術を必要としません。
- 超小型サイズながら工具タレットには8面刃物台を採用。市販10角シャンクのバイトのほか、オプションでサブスピンドルの搭載によりエンドミルによるフライス加工,砥石による研磨加工もできます。
- 主軸は最高回転数20,000min-1とし、更に振れを2μm以下まで抑えることによりφ0.1mm以下の小径穴加工も可能。
- 主軸にはφ3の貫通穴が開いており,長物の加工も可能です。
- 超硬などの難削材の加工も可能です。
- 当機械はソフトに至るまですべて自社で設計・製造を行っています。
加工例
真鍮外径加工と割出加工
ワーク:真鍮
割り出し八角ピン
その他の加工例や活用方法などはこちら
製品の外形寸法や重量、各テーブルの詳しい仕様などは製品カタログに記載がございます。
お手数ですが、上記カタログPDFよりダウンロード願います。
MTS3Sターニングセンター(標準型)機械仕様
| 項目 | 仕様 | 備考 | |
| 構造 | X/Z軸+工具タレット構造 | ||
| 加工範囲 | 推奨加工範囲 | φ10 x 30mm程度 | |
| テーブル | 移動量 | X:50mm / Z:100mm | |
| 最小移動単位 | 0.0001mm | ||
| 早送り速度 | 最大6,000mm/min | ||
| 案内面 | クロスローラーガイド | ||
| 送りねじ | 精密ボールネジ | ||
| 移動時の各平面の真直度 | 0.002mm以内/100mm (※0.001mm以内/100mmも可能) |
||
| 繰り返し位置決め精度 | ±0.001mm | ||
| 主軸 | 回転数 | ±0.1~20,000min-1 | |
| 角度位置決め単位 | 1deg. | ||
| 同期運転/ネジ切り運転 | 可能 | ||
| チャック形式 | コレットチャック | ||
| 把持径範囲 | φ0.2~10.0mm (※端数径はご相談下さい) |
||
| 主軸貫通穴 | 対応可(φ3mm以内) | ||
| 主軸端振れ精度 | 2μm以内 (※1μm以内も可能) |
||
| 工具タレット | 面数 | 8面 | |
| 工具取り付け面 | 正面および外周面 | ||
| バイトホルダ | 適合バイトシャンクサイズ | □10mm | オプション |
| サブスピンドル | 最高回転数 | 80,000min-1 | オプション |
| チャック形式 | コレットチャック | オプション | |
| 最大把持径 | φ4.0mm | ||
| 安全カバー | 開閉方式 | 左側スライド式 | 標準装備 |
| インタロック | センサ内臓 | 標準装備 | |
| 所要動力源 | 電源 | AC100V 100W (※サブスピンドルの電源は別) |
|
| 空気圧源 | 0.5MPa、10NL/min (※サブスピンドルの空気圧源は別) |
||
| 寸法 | 機械本体 | W700 x D500 x H600mm | |
| 制御ボックス | W370 x D450 x H180mm | ||
| 質量 | 機械本体 | 125kg | |
| 制御ボックス | 16kg | ||
| オプション | 専用架台 | 制御ボックス収納も兼ねる | |
| 芯高設定ユニット | 自動で芯高登録が行える | ||
| オイルミスト供給器 | 切粉除去 兼 クーラント (※別途空気圧源が必要) |
||
数値制御装置仕様
●:標準 ○:オプション
| 項目 | 仕様 | 装備 | ||
| NC形式 | パソコンNC | Windows 98/NT/2000/XP/7(PC-AT) 32bit 版 | ● | |
| 通信方式 | USB通信 | USB2.0 | ● | |
| コード体系 | Gコード | ● | ||
| 制御軸 | 制御軸 | X, (Y), Z, S(主軸) | ● | |
| 同時制御軸数 | 位置決め:4/直線補間:4/円弧補間:2 | ● | ||
| 最小設定単位 | 0.0001mm(X/Y/Z軸) | ● | ||
| 1°(主軸) | ● | |||
| マニュアル操作 | 原点復帰 | ● | ||
| ジョグ運転 | ● | |||
| インチング運転 | ● | |||
| 手動パルサ運転 | ○ | |||
| サブスピンドル運転 | ○ | |||
| 送り機能 | 早送り速度 | 最大6,000mm/min | ● | |
| 速度オーバーライド | 0~200% | ● | ||
| 工具長補正 | ● | |||
| プログラム運転 | NCプログラム | 最大ブロック数(自動運転モード時) | 888ブロック | |
| DNC運転 | ● | |||
| サブプログラム | 1プログラム内設定ラベル数 | 最大100個 | ● | |
| (自動運転モード時) | 繰り返し読み出し数 | 最大50,000回 | ● | |
| ネスティング回数 | 最大20回 | ● | ||
| シングルブロック | ● | |||
| マクロ機能 | ○ | |||
| 対応Gコード | 移動指令 | アブソリュート指令 | G90 | ● |
| インクリメンタル指令 | G91 | ● | ||
| 早送り | G00 | ● | ||
| 直線補間 | G01 | ● | ||
| 円弧補間 | G02(CW円弧補間) | ● | ||
| G03(CCW円弧補間) | ● | |||
| ヘリカル動作 | G02(CWヘリカル動作) | ● | ||
| G03(CCWヘリカル動作) | ● | |||
| ドウェル | G04 | ● | ||
| ネジ切り | G33 | ● | ||
| 位置決め完了チェック | G61(位置決め完了チェックあり) | ● | ||
| G64(位置決め完了チェックなし) | ● | |||
| プログラムストップ | M00 | ● | ||
| オプショナルストップ | M01 | ● | ||
| 機械座標系アブソリュート指令 | G28 | ● | ||
| 送り速度 | 毎分送り | G94 F* | ● | |
| 毎回転送り | G95 F* | ● | ||
| 主軸指令 | 連続正転 | S* / M03(主軸正転) | ● | |
| 連続逆転 | S-* / M04(主軸逆転) | ● | ||
| 停止 | S0 / M05(主軸停止) | ● | ||
| 回転角度位置決め | C* | ● | ||
| 工具指令 | 工具指定/工具交換 | T* | ● | |
| プログラム終了 | プログラム終了 | M30 | ● | |
| 座標変換/設定 | 工具径補正/ノーズR補正 | G40(工具径/ノーズR補正キャンセル) | ● | |
| G41(工具径/ノーズR補正-左側) | ● | |||
| G42(工具径/ノーズR補正-右側) | ● | |||
| ワーク座標系(オフライン設定) | G54~G59 | ● | ||
| ワーク座標系(実行中設定) | G92 | ● | ||
| 座標平面指定 | G17(XY平面) | ● | ||
| G18(ZX平面) | ● | |||
| G19(YZ平面) | ● | |||
| プログラム省力化 | サブプログラム | M98(呼び出し) | ● | |
| M99(終了) | ● | |||
| 外径/内径荒削りサイクル | G71 | ● | ||
| 端面荒削りサイクル | G72 | ● | ||
| 閉ループ切削サイクル | G73 | ● | ||
| 仕上げサイクル | G70 | ● | ||
| 外径/内径切削サイクル | G77 | ● | ||
| 単一ネジ切りサイクル | G78 | ● | ||
| 端面切削サイクル | G79 | ● | ||
| スポットドリリングサイクル | G81 | ● | ||
| スポットドリリングサイクルドウェル | G82 | ● | ||
| ペックドリリングサイクル(高速深穴) | G83 | ● | ||
| ペックドリリングサイクル(詳細) | G84 | ● | ||
| 穴あけサイクルキャンセル | G80 | ● | ||
| 穴あけサイクルイニシャル点復帰 | G98 | ● | ||
| 穴あけサイクルR点復帰 | G99 | ● | ||
| 周辺装置制御 | 汎用接点ON/OFF | M11~M18(ch1~8接点ON) | ● | |
| M21~M28(ch1~8接点OFF) | ● | |||
| サブスピンドル制御 | A1~8 S* (A1~8正転/逆転/停止) | ● | ||
 カスタムメイド機・専用加工機も当社におまかせください!
カスタムメイド機・専用加工機も当社におまかせください!- 当社では、MTSシリーズをベースにしたカスタマイズから、御社専用の部品加工機の製作まで、お客さまのニーズにあわせた製品開発を承っております。
まずは、一度お問い合わせください。下記の電話番号もしくはフォームからお気軽にお問い合わせください。